適用事例
切削工具
切削工具の分野においては、PVDコーティングが工具の長寿命化や加工効率の向上に貢献しています。

<工具の長寿命化>
自動車、航空機、橋などに使用される高硬度の金属(チタン合金、インコネルなど)の切削は、高速かつ高温での加工となり、工具へのダメージが大きくなります。 そのような過酷な環境下でも工具の性能を維持するために、 PVDコーティングが活用されています。また、チタン合金やインコネルなどより柔らかい金属材料の加工にも、PVDコーティングは有効です。
<加工効率の向上>
PVDコーティングによって工具の耐摩耗性や耐熱性を向上させることで、より高速での切削が可能になり、加工時間の短縮につながります。また、アルミなど柔らかい材料を加工する際に発生する「きりこの凝着」という問題も、PVDコーティングによって解決が可能。連続加工が可能になり、加工効率の向上やメンテナンスコストなどの低減が見込めます。
神戸製鋼所は、切削工具向け表面処理に関して豊富な知見とソリューション実績があり、工具の種類や加工条件に応じて最適な皮膜をご提案いたします。
主な適用先
ドリル
合金向け切削
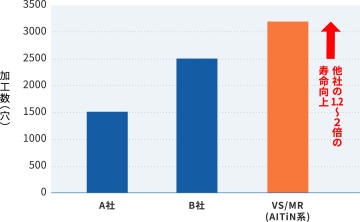
工具の加工コスト低減などの理由から、近年、ハイス鋼ドリルから超硬ドリルへと切り替える事例が増えています。しかし、超硬ドリルには、高速化、高精度化、仕上げ面粗の向上など複数のメリットがある一方、チッピングや欠損が発生しやすいとうデメリットもあります。
神戸製鋼所では、この課題を多層化膜(VS/MR皮膜)によって解決。超硬ドリルのデメリットである耐欠損性を抑制することで、加工効率と耐久性の向上を実現しました。
※加工条件により、VS/MR皮膜以外の皮膜の方が効果が高い場合もあります。

「超硬ドリル加工」に関するデータ
工具 : φ6超硬ドリル(オイルホール付き)
被削材: 合金鋼(SCM440)
切削速度 : 75m/min 送り量: 0.18mm/rev
加工深さ : 29mm 切削油 : ウエット
神戸製鋼所の技術
AlTiN系皮膜の最適化により、密着性や耐欠損性を向上。切削加工の効率を大幅に増加。
推奨皮膜・装置
皮膜
装置


エンドミル
金型向け切削
金型などに使用される焼入鋼は非常に硬く(HRC55)、加工する工具にはその3倍以上の硬さが必要となります。また、油を使用しないドライ切削をおこなうため、工具の温度が上昇しやすく、過酷な切削環境になります。
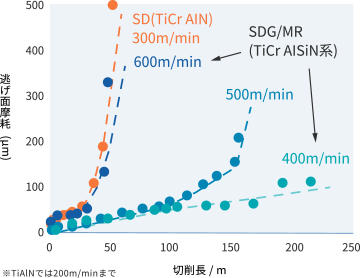
神戸製鋼所では、このような課題をより高いレベルで解決できる皮膜(SDG/MR皮膜)を独自に開発。複数の元素を添加することで耐酸化性、耐摩耗性を向上させるとともに、汎用コーティング膜(TiAN皮膜)の3倍以上の高速化(最大回転速度:600m/min )を実現しました。

「焼入鋼の超高速ミリング加工」に関するデータ
工具 : φ10超硬ボールエンドミル
被削材: 金型鋼(HRC55)
切削速度 : 300~600m/min 送り量 : 0.06mm/刃
軸切込 : 5mm 径切込 : 0.6mm 切削油 : ドライ
神戸製鋼所の技術
元素添加により、耐酸化性・耐摩耗性を向上。汎用コーティング皮膜より3倍以上の加工速度を実現しました。
Al合金向け切削
自動車の軽量化を背景に、近年、アルミニウムが使用された自動車部品が増加。これにともない、Al合金の切削ニーズも増えています。しかし、Al合金は軟質材であり、切削工具に摩擦係数の高いコーティング皮膜を適用すると、「工具と被削材が凝着する」という問題が発生します。
神戸製鋼所では、この問題を解決するとともに高硬度化も同時に実現できる「ta-c」コーティング用のカーボン蒸発源を開発。イオンプレーティングによる皮膜形成は密着性も高く、アルミニウムの切削に際して優れたパフォーマンスを発揮します。

「ta-CによるAl合金加工」に関するデータ
工具 : φ10超硬エンドミル
被削材: Al合金(A7075)
切削速度 : 377m/min 送り量 : 0.11mm/刃
軸切込 : 5mm 径切込 : 0.5mm 切削長: 5m
神戸製鋼所の技術
成膜条件の最適化によって密着性を向上。膜の剥離を抑制することで、工具交換などのロスを軽減します。
推奨皮膜・装置
皮膜
装置

インサート
インコネル向け切削
航空機や火力発電の分野では、燃費の改善を目的として、ガスタービンなどに高い耐熱性を持った合金が使用されるケースが増えています。また、極めて硬度の高い金属材料(インコネルなど)が使用されるケースも増えており、工具に対する要求水準も上がっています。
神戸製鋼所では、このようなニーズに応えるべく、高硬度化と耐酸化性を実現できる「SDG/MR皮膜」を開発。超硬インサートの表面処理などに活用されています。

「超硬インサートの加工」に関するデータ
工具 : 超硬インサート
被削材: インコネル
切削速度 : 40m/min 送り量:0.125mm/rev
切込み深さ:0.25mm 切削油 : ウェット
神戸製鋼所の技術
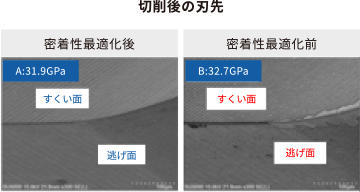
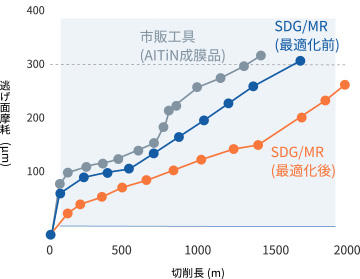
「SDG/MR皮膜」の最適化により、密着性・耐摩耗性を向上。一般的な「AlTiN皮膜」よりも摩耗量が少なく、切削開始当初の膜剥離も抑制します。
CrMo鋼向け切削
HRC60以上の高硬度材を加工する工具には、非常に硬いコーティング皮膜が要求されます。これに対して、「DLC(Diamond-like Carbon)コーティング工具」や「ダイヤモンド工具」は高い硬度を得られるという点では有効ですが、主成分である炭素が鉄に対して高い反応性を示すため、鉄を含む材料の加工には適しません。 「高硬度」と「鉄に対する反応性の低さ」を兼ね備えた材料としては「CBN焼結体工具」がありますが、切削時の温度上昇で母材の酸化が進み、工具の寿命が短くなるという問題を抱えています。
神戸製鋼所では、こういった課題を解決するために、炭素を含まず、酸化にも強いコーティング膜(SDG/MR皮膜)を開発。クロムモリブデン鋼やインコネルなど難削材用の切削工具に活用されています。
「超硬インサートの加工」に関するデータ
工具 : CBNインサート
被削材: CrMo鋼鉄(HRC60)
送り量:0.12mm/rev 切込み深さ:0.1mm
切削長:2km 切削油 : ウェット
推奨皮膜・装置
皮膜
装置
ホブ
合金鋼(SCM)の切削
自動車部品の製造現場などで用いられる、「歯車」を作るための工具「HSSホブ」。このHSSホブで高速切削をおこなうと、刃先の温度が上昇し、状況によっては焼き戻し工程が必要となります。
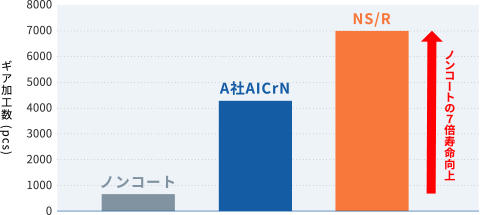
神戸製鋼所では、こういった工程ロスを軽減するため、熱伝導の低い皮膜(NS/R膜)を開発。汎用皮膜である「AlCrN膜」よりも、基材の温度上昇を大幅に抑制するほか、独自の前処理をおこなうことで、基材との高密着化も実現しました。

「ホブカッターの加工」に関するデータ
工具 : HSSホブカッター
被削材: 合金鋼(SCM)
切削速度 : 75m/min 送り量:1.5mm/rev
切削油 : ウェット
神戸製鋼所の技術
最適な元素添加によって耐酸化性・耐摩耗性・耐欠損性を向上。工具の性能低下を抑えることで、加工数が大幅に向上しました。
推奨皮膜・装置
皮膜
装置
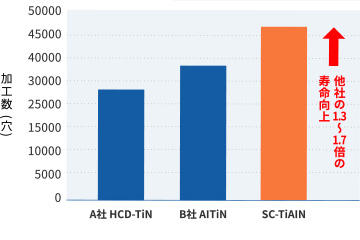
タップ
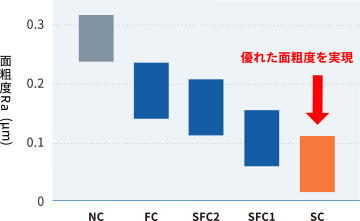
メネジを切る工具である「タップ」には、高い精度が求められます。
神戸製鋼所の「SC(スーパーカソード)」は、優れた平滑さを実現するための蒸発源であり、この蒸発源を用いてタップの表面をコーティングすることにより、HCDカソード(ホロカソード)を用いた方式よりも、より高精度・高効率な切削加工が可能になります。

「タップ加工」に関するデータ
工具 : HSSタップ(M8)
被削材: SUS316L
切削速度 : 16m/min
切削油 : ウェット