PVD/表面処理関連コラム
耐摩耗性に優れた表面処理技術・方法とは?
PVDによる表面処理のメリットについても解説!
耐摩耗性とは何か? 摩耗を抑えるための方法とは?
ベアリング、カムなどの機械部品やバイトなどの切削工具は、物体が接触する相互作用で摩擦が生じ、長い間使っていると表面が少しずつ削れて摩耗していきます。この摩耗は、精度や寿命だけでなく、機械の信頼性にも大きな影響を与えます。そのため、材料の摩耗を抑えることは、工業的に極めて重要な課題になっています。そこで、さまざまな表面処理技術により、耐摩耗性を向上させる必要があります。
まず、接触表面が硬ければ、摩耗が抑えられることは直感でも想像できるしょう。そこで相手材と接触する基材に、高硬度・低摩擦などの性質を具備できる表面処理(コーティング)を施すことで、耐摩耗性を獲得することができます。ただし、表面硬度を高めるだけでなく、対象となる相手素材との相性も考慮する必要があります。お互いの硬度、摩擦・しゅう動特性、作業温度などの使用環境といった諸条件によって、適切な表面処理の方法があるためです。
例えば、しゅう動による摩耗が発生する部品には、鉄鋼、ステンレス、アルミニウム合金などが使われますが、相手部品に同種の金属を使うと凝着(互いがくっつき離れ難くなる現象)が発生し、より大きな「凝着摩耗」という摩耗現象を引き起こすケースがあります。このような時に、異種金属の表面処理によって相手部品の表面を覆うことで、凝着摩耗を防止できる場合があります。そこで、それぞれ母材に合った耐摩耗性の表面処理技術を選定するなどの方法が求められます。
まとめると、一般的に摩耗を抑えるためには、以下の方法が考えられます。
- 接触表面の皮膜硬度を上げる(耐摩耗性付与)
- 表面の摩擦係数を下げる(潤滑性付与)
- 凝着(焼き付き現象)を防ぐ
- 耐熱性を上げる
- 接触(しゅう動)面積を小さくする
お手軽なめっきで耐摩耗性に優れた表面処理を施す
では、耐摩耗性に優れた表面処理を施すために、具体的にどのような技術があるのでしょう? 前出のように、さまざまな条件により方法も変わってきますが、大別すると「めっき」(電解めっき、無電解めっき、溶融めっき)と「蒸着」(PVD、CVD)に分けられます。
機械部品や工具を対象にしためっきの皮膜には、亜鉛、ニッケル、クロムなどの金属材料がよく使われます。硬質クロムめっきは、電気めっきの皮膜のうち、硬くて摩擦係数が小さく、耐摩耗性に優れており、工業用途に幅広く利用されています。さらに、従来の硬質クロムめっきを加熱することで、より硬質となり、耐摩耗性や耐食性が得られる「超硬質クロムめっき」という処理もあります。なお、めっきの原理など詳細については別記事をご参照ください。
より高硬度の皮膜を生成できる表面処理~PVDによる3つの方法
PVDは、めっきよりも耐摩耗性に優れた表面処理が可能です。硬質クロムめっきは摩耗性改善を一番の目的として施されますが、PVDは、めっきよりも硬いものをつくることができることが特徴です。例えば、硬質クロムめっきでは摩耗してしまう使用環境下でも、PVDでより硬いコーティングを施し、耐摩耗性をさらに向上させることができます。また、コーティングの種類は、めっきの場合その種類は限定されますが、PVDの場合、成膜炉内で蒸発させることが可能な材料であれば、どんな物でもコーティングが可能であり、使用用途に応じて様々なコーティングを選べます。
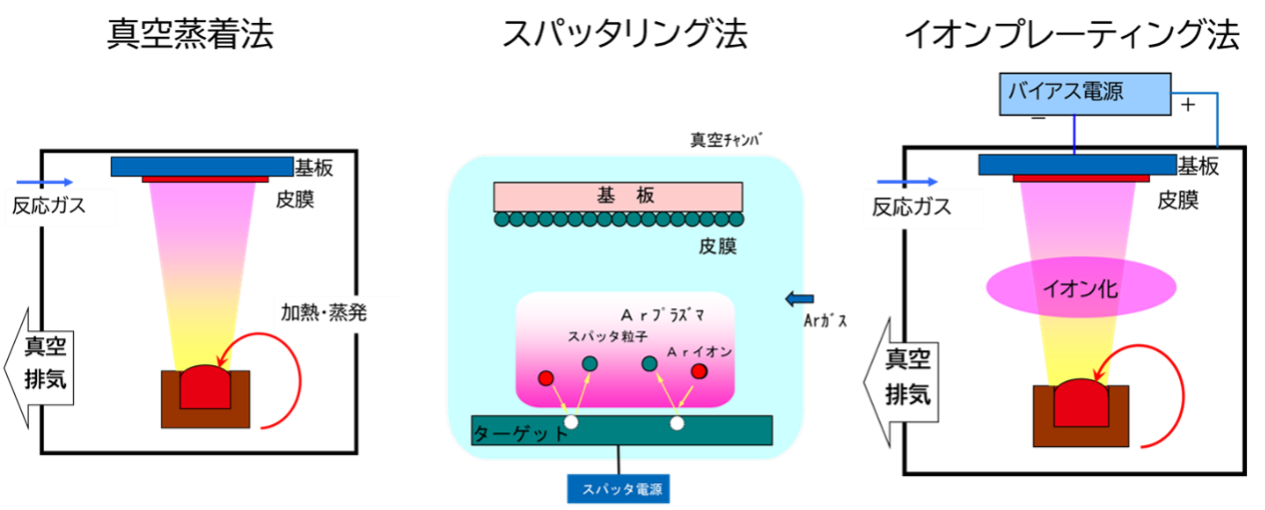
めっきには「電解めっき」「無電解めっき」「溶融めっき」 があります。気相蒸着法(真空中で素材を蒸発させて表面に付着させる)には、物理気相蒸着「PVD」(Physical Vapor Deposition)と化学気相蒸着「CVD」(Chemical Vapor Deposition)があり、PVDは物理的に蒸着させ、CVDは化学反応(素材ガスを分解して表面に付着させる)を利用して蒸着させます。
代表的なPVDとしては「真空蒸着」「スパッタリング」「イオンプレーティング」の3つのアプローチが挙げられます。以下に、これらの方式と、それぞれのメリット・デメリットを示します。詳細は別記事をご参照ください。
硬度だけでなく、耐熱性や耐凝着性も考慮に入れて耐摩耗性を向上
PVDコーティングを施すことにより、材料の表面を母材の硬さよりも硬くすることができるため、耐摩耗性を向上させることが可能であることは既に述べましたが、その他にも耐熱性を向上することや、接触する材料との反応性(耐凝着性)、しゅう動特性を改善することも同時に可能です。
切削工具の用途を例に挙げると、窒化チタン(TiN)、窒化チタンアルミニウム(TiAlN)、炭窒化チタン(TiCN)などがPVDコーティングとして広く適用されています。
TiNは、PVDコーティングの中でも比較的安価である割に、耐摩耗性に優れたコーティングとして知られています。特にハイスピードスチール(以下HSS)という材料から作られた工具によく適用されており、TiNはHSSよりも硬い材料のため、耐摩耗性が向上し、工具寿命を延長させることができます。
TiAlNは、TiNにAl(アルミニウム)を添加したコーティングで、TiNよりも硬いコーティング(TiNはビッカース硬さ(★注)で約HV2000に対してTiAlNはHV2800)のため耐摩耗性に優れ、耐熱性も高い材料として知られています。TiNの酸化開始温度は約500℃であるのに対して、TiAlNは約800℃から酸化が開始します。そのためTiAlNは、切削加工時の温度が高くなりやすい高速度で行なう切削加工や、硬い材料の切削加工に使用される超硬工具(タングステンカーバイドを焼結して製造される)に施されます。
(★注)ビッカース硬さ(HV):硬さを表す尺度の1つで、金属材料を含む様々な硬い材料の硬さ測定に使用されます。ダイヤモンド四角錐圧子によって、試料の試験面に永久くぼみをつけたときの試験力を、永久くぼみの対角線長さから求めた表面積で割った値をビッカース硬さと定義しています。
TiCNは、TiNにC(炭素)を添加したコーティングです。TiAlN同様にTiNよりも硬いコーティング(HV2500)として知られ、TiNよりも耐摩耗性に優れること、またTiNに比べて耐凝着性に優れており、鉄系材料の低速加工や、アルミニウムのような非鉄系材料の切削加工の用途に使用されます。また添加したCが潤滑材の役割を果たすことで高いしゅう動性を示すことも特徴の1つで、工具以外の用途としてパンチなどの金型材料にもよく適用されます。
機械部品でのPVD適用を例に挙げると、窒化クロム(CrN)やダイヤモンドライクカーボン(DLC)が産業用途で広く使用されています。
CrN(HV2000)は、TiNほど硬くはありませんが、クロムめっき(HV1000)よりも硬い材料で、またしゅう動特性に優れたコーティングとして知られています。その特徴を活かし、自動車エンジン部品の1つであるピストンリング(ピストンピンとシリンダー間に設けられるリング状の部品で、両部品間で厳しいしゅう動環境に晒される)の表面に適用されており、同部品の寿命延長に役立ち、また自動車エンジンの燃費向上にも大きく貢献しています。
このように使用する切削工具や機械部品の使用環境によって、表面処理に求められる特性はいろいろと異なります。既に紹介したとおり、PVDコーティングもその種類により、硬さ、耐摩耗性、耐熱性、耐凝着性、しゅう動特性など多種多様な性能を有しており、用途にあったコーティングを選択することが可能です。それら用途に応じた特性を付与する表面処理手法として、PVDは最も適した表面処理であると言えます。
耐摩耗性を具備した製品をつくるなら、神戸製鋼所のPVD装置にお任せ
ここで紹介した耐摩耗性を獲得するPVDの表面処理技術は、受諾生産のほかに専用装置を導入して内製化するアプローチもあります。海外製が多いPVD装置のなかで、国産の専用装置を提供している代表的なメーカーとしては神戸製鋼所が挙げられます。
神戸製鋼所は、アーク放電によるイオンプレーティング(AIP)を採用した装置と、スパッタリングを採用した装置(UBMS)を提供しています。AIPは主に切削工具や金型、一方のUBMSはエンジンや自動車部品、ベアリング、ボールねじ、油圧ポンプ、しゅう動部品の皮膜形成に使われています。
神戸製鋼所では、専用装置のみならず、受託生産も請け負うなかで、さまざまな薄膜の開発も行っており、どのような条件にすれば安定的に最適な皮膜を生成できるのか、30年以上にわたるノウハウをセットにして装置と共に販売しています。初めてPVDコーティングにチャレンジする場合に、頼もしい存在になるでしょう。
最新記事
-
2024年5月 7日
水素フリーDLCとは?どこの表面処理に使うのが効果的?
その特長やメリットを徹底解説! - 2022年11月 9日 薄膜とは?薄膜をつくる方法・要件・メリット・用途などを解説
- 2022年11月 9日 イオンプレーティングとは?真空蒸着・スパッタリングとの違いや特性も解説
