PVD/表面処理関連コラム
水素フリーDLCとは?どこの表面処理に使うのが効果的?
その特長やメリットを徹底解説!
ダイヤモンドとグラファイトの特性を併せ持ち、金属だけではなく、樹脂などへの表面処理技術として幅広い分野で導入されているDLCコーティング。今回は、そのDLCコーティングのなかでも、水素フリー(水素を含まない)DLCの特長や種類、メリット、導入事例などを中心に紹介します。
水素フリーDLCは、従来のDLCコーティングと何が違うのか?
水素フリーDLCについて説明する前に、まずは「DLC」(Diamond-Like Carbon)に関して簡単におさらいしておきましょう。DLCは金属のみならず、樹脂へのコーティングなど、幅広い分野で利用されている表面処理技術です。DLCは英語の意味からも想像できるように、「ダイヤモンドのようなカーボン(炭素)」であり、ダイヤモンドと似た特長を持つ炭素素材です。
具体的にいうと、DLCはダイヤモンドの結合(SP3と呼ぶ)とグラファイト(黒鉛)の結合(SP2と呼ぶ)の両方の結合構造を併せ持つ非晶質のアモルファス構造体のこと。この構造によって、ダイヤモンドの硬さとグラファイトの滑りを両立しています。ただし、前出のSP3とSP2の比率や、結晶構造に組み込まれる水素の含有率、ほかの添加元素の有無や配合比率によって、「百面相」のように多様な物性の薄膜が作れるようになります。
例えば、SP3の比率が多ければダイヤモンドに似た硬い物性となり、SP2の比率が多ければグラファイトに似た滑りの良い物性になります。さらに、水素原子の含有量を調整することで、物性が変化していきます。一般的に水素含有量が多くなると、ポリマー(高分子)に似た物性になるとされています。添加元素としてケイ素(Si)、ニッケル(Ni)、クロム(Cr)、タングステン(W)などの元素を配合すると、さらに物性のバリエーションが広がります。
これらの物性の傾向を知るために、前出のSP3/SP2/Hの比率をもとにした概念図の「3元相図」が参考になります。この図で一般的なDLCの領域が示されます。
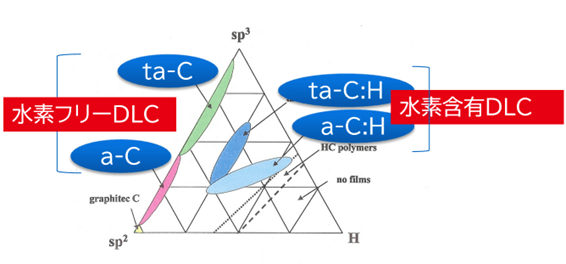
SP3/SP2/Hの比率をベースにしたDLCの分類「3元相図」(参考A.C.Ferrai&J.Robertson:Pysical Rev.B61(2001),95.)
この図1のうち、水素を含まない(意図的に含めない)DLC領域が、一般的に「水素フリーDLC」と呼ばれているものになります。図1のようにSP3/SP2の比率から「ta-C」(テトラへドラルアモルファスカーボン)と「a-C」(アモルファスカーボン)があり、現状ではより高硬度を求めるニーズがあることから、ta-Cが主に利用されています。一方で、水素を含むDLC領域には「ta-C:H」(水素化テトラへドラルアモルファスカーボン)や「a-C:H」(水素化アモルファスカーボン)があります。
水素フリーDLCのメリット・デメリットと、DLCコーティングの形成方法
前出の3元相図において、ta-C領域のDLC膜は高硬度で耐熱性に優れる傾向を有します。また、油中での摩擦係数が低減できるという特長もあります。窒化物系皮膜(CrN, TiAlN, TiCN, TiN)と比べると、摩擦係数が低いため(0.2以下)、アルミ切削加工向けの工具や、自動車エンジンオイル中での表面処理技術として、最も優れた効果が得られると評価されています。
株式会社 神戸製鋼所では、DLC膜を形成する方法として「アークイオンプレーティング法(AIP)「アンバランスドマグネトロンスパッタリング法(UBMS)」「プラズマCVD法」のコーティング・プロセスを用意しています。これらのうち、今回の水素フリーDLC膜を形成するプロセスとしては、アークイオンプレーティング法やスパッタリング法が適しています。前出の3元相図に対して、適用できるDLCの成膜法の領域を下記に示します。
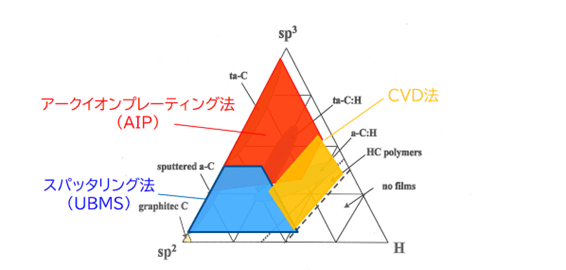
3元相図におけるDLC成膜方法の領域(参考A.C.Ferrai&J.Robertson:Pysical Rev.B61(2001),95.)
それぞれの生成方法は下記のとおりです。
<アークイオンプレーティング法(以下、AIP)>
「ta-C」領域のDLC膜の形成に適し、水素フリーの成膜が可能です。スパッタリング法よりもイオン化率が高いため(高エネルギー状態でつくれる)、ダイヤモンドに近い高硬度膜を形成できます。また、500~600℃の耐熱性をもち、スパッタリング法(UBMS)やCVD法より耐酸化性が高い膜を形成します。ただし、AIP法はドロップレット(微細粒の突起)による皮膜の粗さが課題になることがあります。
<スパッタリング法(以下、UBMS)>
「a-C」領域の膜を形成し、こちらも水素フリーの成膜が可能です。ただし、AIPほど高硬度ではなく、中硬度のDLC膜を形成します。成膜速度も早くありませんが、成膜プロセスが安定しており、膜質や膜厚を高精度で制御できる特長を持っています。また、グラファイト寄りなので電気抵抗が低く、導電性があり、平滑な表面が得られるという特長があります。スパッタリング法では、反応ガスとして炭化水素ガスを使用すると、水素含有した「a-C:H」領域のDLC膜も形成でき、より幅広いDLC膜に対応できます。
<プラズマCVD法>
メタンやアセチレンなどの炭化水素ガスが必要となるため、原理的に水素フリーのDLC膜を生成できません。ただし、AIP法やUBMS法よりも高速に成膜することが可能です。
3種類の手法と構造、特性などを表にまとめると、下記のようになります。
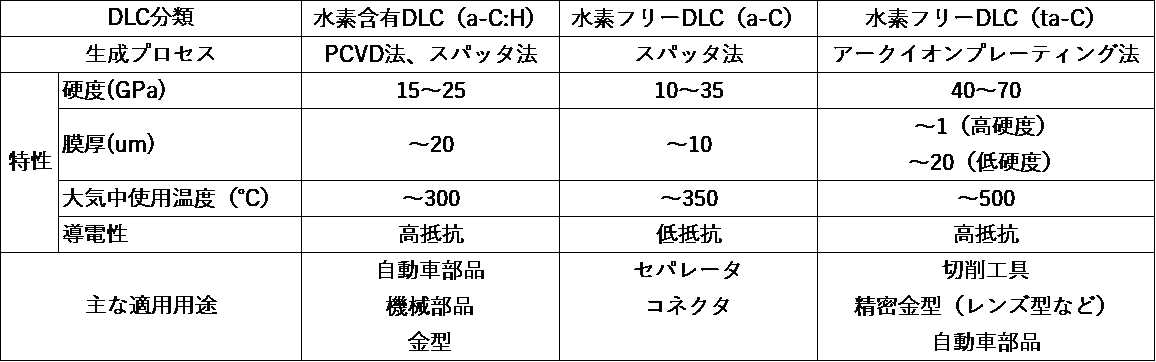
代表的なDLCのプロセス、構造、特性、主な適用事例
なぜ、神戸製鋼所のDLCが優れているのか? その取り組みと強みとは?
DLCに関する当社の強みは、前述のような3種類の手法を幅広くカバーしており、水素含有DLCはもちろんのこと、水素フリーDLCについてもAIP法によるta-Cから、UBMS法によるa-C膜の生成まで対応でき、多様なお客様のニーズに応えられる点にあります。
特に当社はAIP法において、カーボン専用のアーク蒸着源を開発しており、安定的なアーク放電により、丸棒型(直径20mm/長さ200~300mm)などのターゲットに対する利用率を向上し、長時間の稼働ができるようになりました。
さらに、硬度のコントロールが可能で、厚さ10μm以上の厚膜化を実現しています。一般的にta-Cの粗度は、膜厚とともに増加しますが、当社の場合は0.5μm以下の薄膜で、平滑膜が形成できる点も優位性があります。
一方、当社のUBMS法による水素フリーDLCは、他社のa-Cと比べて、かなり硬度が高く(ta-Cの約半分ぐらい)、なおかつ平滑な膜を形成できる点が強みになっています。
ここで使えた! 水素フリーDLCの主な適用事例とは?
水素フリーDLC膜の主な適用事例ですが、とにかく硬い膜で耐摩耗性が最優先ならば、水素フリーのta-C領域での成膜になります。
例えば、軟質金属加工用切削工具の超硬エンドミル、ドリルやターニングインサート、ミリングインサートなどで適用されます。また、近年の自動車の軽量化にともない、車体材料などにアルミニウムを用いるケースが増えています。軟質金属を切削する場合には、工具の切刃に被削材が凝着して、刃先が折損することがあります。これらの解決策として、摩擦係数の低さと高硬度化を両立できるta-C皮膜が採用されています。
耐熱性においても、水素が含有される従来のDLCでは、高温時に水素が抜けて構造が変わってしまうため、高温環境で使用される場合には水素フリーDLCが適しています。代表的な用途としは、ガラスレンズを成形する金型などに向いています。それは、600℃ぐらいの温度でも利用できるからです。
また、さまざまな摺動環境でも利用されます。エンジンオイルなどでDLCを利用するには、水素フリーDLCが低摩擦なので最も適しています。当社のDLC装置は、ピンストンリング向け水素フリーDLC処理に適用されています。逆に無潤滑でドライな摺動環境に対しては、水素を含んだDLCのほうで摩擦が下がるケースがあります。環境によって適したDLCを選定することが大きなポイントになります。
電気的な特性で導電性が求められる場合は、水素フリーでグラファイト寄りの抵抗が低いa-C領域が求められます。例えば、導電性の皮膜が必要な燃料電池車(FCV)のセパレーターの表面に使われることがあります。
このように用途によって、従来の水素含有DLCが適する場合と、水素フリーDLCが適する場合があります。お客様も自社製品に対して、どんなプロセスを適用すれば最適なのか、その判断を見極められないことがあるかもしれません。すでに当社ではDLCに関する表面処理の量産工程において、多様な業種業態のお客様に対し、さまざまなプロセスを適用した実績を持っています。ぜひお気軽にご相談ください。
関連記事

最新記事
-
2024年5月 7日
水素フリーDLCとは?どこの表面処理に使うのが効果的?
その特長やメリットを徹底解説! - 2022年11月 9日 薄膜とは?薄膜をつくる方法・要件・メリット・用途などを解説
- 2022年11月 9日 イオンプレーティングとは?真空蒸着・スパッタリングとの違いや特性も解説
