PVD/表面処理関連コラム
イオンプレーティングとは?真空蒸着・スパッタリングとの違いや特性も解説
イオンプレーティング(イオンプレーティング法)は、蒸着によって皮膜を形成するコーティング技術の1つです。
今回はイオンプレーティングの概要や発展の歴史、他の成膜技術との違い、特徴や用途などを紹介します。
イオンプレーティングとは
イオンプレーティングは、対象の表面に皮膜を形成するコーティング技術の1つです。
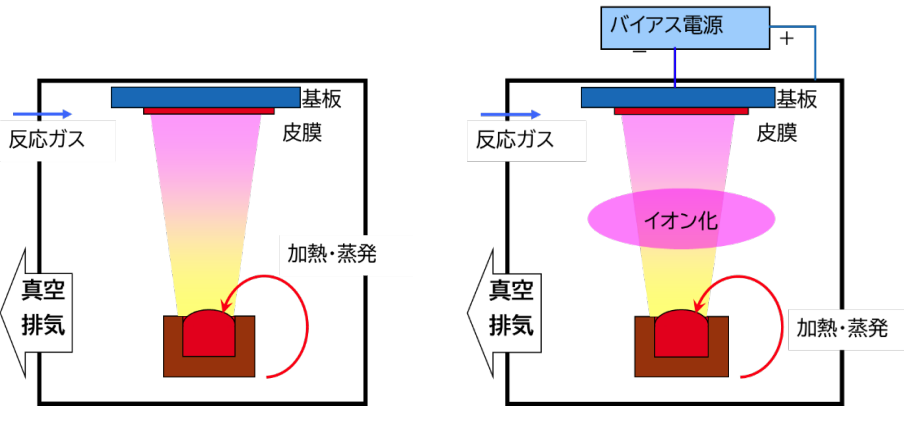
コーティング技術にはさまざまな種類がありますが、真空中で皮膜材料を気化させて対象の表面に堆積させることで皮膜を形成する手法は、物理蒸着(PVD)と呼ばれます。イオンプレーティングはこの物理蒸着の中の1つで、皮膜材料に電圧を印加することでアーク放電を起こします。材料が瞬時に気化・イオン化し、高エネルギーを持つ粒子を対象物へ堆積させることが可能なことから、対象物に対して高い密着力を得られるのが大きな特徴です。
また、皮膜材料の選択性が高い点も強みであり、さまざまな物質によって硬度の高い皮膜を形成することができます。高硬度で密着性が高い皮膜は耐摩耗性に優れ、対象の長寿命化が可能になります。
切削工具や金型のコーティングとして高い性能を発揮することから世界中に普及し、自動車部品や航空機部品、エネルギー分野でも広く使われています。
めっきと蒸着
ここで、コーティング技術の分類について、さらに詳しく確認していきましょう。
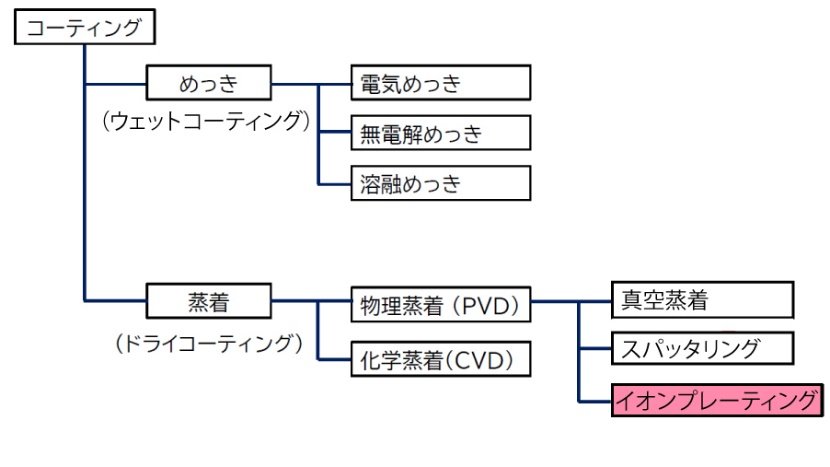
コーティング技術は大きく、めっき(ウェットコーティング)と蒸着(ドライコーティング)の2つに分けられます。めっきには電気めっき、無電解めっき、溶融めっきなどの手法があり、これらは溶液の中で処理を行うことからウェットコーティングまたは湿式めっきとも呼ばれます。
湿式めっきに対し、蒸着は気体中で皮膜形成を行うことから、ドライコーティングまたは乾式めっきとも呼ばれます。
蒸着は、物理蒸着(PVD)と化学蒸着(CVD)に分けられ、物理蒸着の中には真空蒸着、スパッタリング、イオンプレーティングなどがあります。
この中で、イオンプレーティングが最も成膜粒子のエネルギーが高く、イオンプレーティングのみ成膜粒子がイオン化されて皮膜を形成するという特徴があります。
イオンプレーティングの種類と歴史
イオンプレーティングは真空蒸着技術とプラズマ発生技術が融合することで発明され、1950年代から宇宙開発技術の発展とともに開発が進みました。
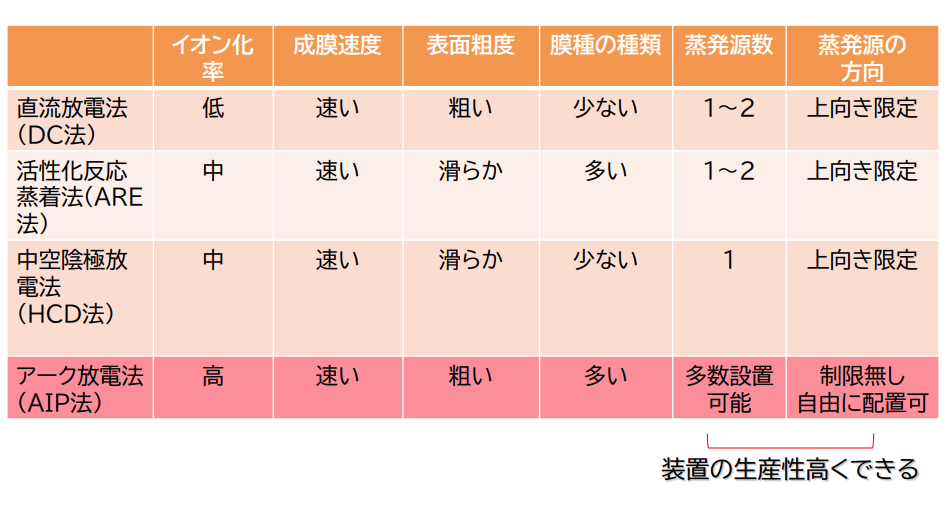
1960年代にはアメリカのMattoxが考案したMattox法が確立します。これは、1Pa程度のAr(アルゴン)ガス中において、基板に電圧をかけることでグロー放電を起こしながら蒸着を行う方法(直流放電法(DC法))です。グロー放電中で蒸発原子の一部がイオン化されてから基板上で皮膜を形成するため、従来の真空蒸着よりも皮膜の密着性が向上しました。
次に登場したのは、活性化反応蒸着法(ARE法)です。Mattox法では基板上でグロー放電させることで蒸発粒子をイオン化させましたが、ARE法では蒸発源近傍に設置しているプローブ電極に電圧を印加させることでイオン化させる機構となっております。イオン化部分が独立しているため基板の温度が上昇しにくいといったメリットがあります。
その後、発明された中空陰極放電法(HCD法)ではイオン化促進用の独立したプローブ電極は不要となり大電流を引き出せる電子ビームガンにより材料の蒸発とイオン化を同時に行え、イオン化効率を上げることができるようになりました。
このように、イオンプレーティングはイオン化の効率を追い求めてきました。その中で発明されたのが、アーク放電法(AIP法)で上記手法よりもイオン化効率が高くなります。アーク放電法(AIP法)は、アーク放電により皮膜材料を蒸発・イオン化します。材料表面で放電している箇所をアークスポットと言いますが、アークスポットに大電流が集中するため、アークスポット以外は皮膜材料が固体状態を維持するという特徴があります。
HCD法までは皮膜材料をるつぼ内で溶融する必要があったため、上向きでなければ設置できませんでした。しかし、アーク放電法(AIP法)ではアークスポット以外が固体であるため、設置の向きも自由に変えることが可能です。
また、大電流が集中し狭い範囲に高温を発生させるため、高融点材料でも蒸発させることができるようになりました。
現在では、イオンプレーティングの大半がアーク放電法(AIP法)によって行われ、さまざまな皮膜材料の選択、高効率な成膜が可能になっています。
物理蒸着(PVD)の成膜法それぞれの違い
物理蒸着(PVD)には、イオンプレーティングのほかに真空蒸着とスパッタリングがあります。これらにはどのような違いがあるのでしょうか。
イオンプレーティングと真空蒸着
イオンプレーティングと真空蒸着の違いは、蒸発した皮膜材料をイオン化しているかどうかという点にあります。イオンプレーティングでは基板にマイナス電圧を印加し、イオン化してプラスの電気を帯びた皮膜材料を強制的に引き寄せます。皮膜材料を加速させて堆積させるため成膜のエネルギーが大きく、皮膜の密度と密着性が高く、つきまわり性を高めることもできます。
つまり、真空蒸着の蒸着効率を上げるために改善された手法がイオンプレーティングと言えます。
イオンプレーティングとスパッタリング
一方、スパッタリングでは、皮膜材料から原子を放出させる方法そのものが異なります。スパッタリングは、Arイオンを皮膜材料に衝突させることで皮膜材料の原子を飛び出させ、基板に堆積させることで皮膜を形成します。
スパッタリングでは皮膜材料の粒子がほとんど中性原子であり、皮膜材料粒子と基板の間には引き寄せ合う力は発生しません。イオン化によって高エネルギーで成膜するイオンプレーティングの方が、より高い密度・密着性・つきまわり性を得られます。
イオンプレーティングの特徴
このように高いエネルギーで成膜できるイオンプレーティングは、次のような特徴があります。
皮膜の密度が高い
高エネルギーで成膜するため皮膜材料を高密度で堆積させることができ、これによって高硬度の皮膜形成が可能です。皮膜の硬度が高いため、耐摩耗性に優れます。
皮膜の密着性が高い
コーティングする対象に対して密着性がよく、剥がれない皮膜をつくることができます。対象の耐久性を向上させるだけではなく、皮膜自体も長持ちします。
物理蒸着(PVD)の中ではつきまわり性が良い
皮膜材料をイオン化することで基板に引き寄せるため、回り込んだ位置にも皮膜を形成できます。真空蒸着やスパッタリングと比較するとつきまわり性が良く、対象の設置方法や形状による皮膜形成の難しさをある程度、解消することができます。
耐熱性が高い
アーク放電法(AIP法)では高融点材料による成膜も可能なため、耐熱性の高い皮膜をつくることができます。
イオンプレーティングが活用されている例
イオンプレーティングが活用されている製品の例としては、次のようなものが挙げられます。
切削工具
高硬度で耐摩耗性・耐熱性に優れるイオンプレーティングは、切削工具のコーティングとして広く使われています。
イオンプレーティングでは、さまざまな皮膜材料を選択できます。その中には高硬度を有し、かつ、しゅう動性にも優れるTiCN(炭窒化チタン)があります。しゅう動性に優れるため、高い摩擦環境で使用される切削工具に適したコーティングです。
自動車部品・機械部品
耐摩耗性・耐熱性・しゅう動性があることは、自動車部品のコーティングとしても優れた特性となります。
具体的な部品の例には、エンジン内部のしゅう動部品、ベアリングや歯車などの機械要素があります。
チタン製の製品(眼鏡フレーム・アクセサリー・医療器具)
イオンプレーティングで成膜可能なチタンは、人体に触れても金属イオンが溶け出しません。この性質を応用し、チタンのコーティングによって生体親和性を高めることができます。
人体に悪影響をおよぼさないコーティングをすることで、眼鏡のフレーム、指輪やネックレスのようなアクセサリーなど、人の体に直接触れるものの安全性を高めることが可能です。
また、治療の際に使用する医療用の道具や、人体に埋め込む医療器具などにも使用されます。
コーティングとして優れた性質を持つイオンプレーティング
物理蒸着の中の1つ、イオンプレーティングについて、特徴や成膜の原理、ほかの成膜法との違い、用途などをご紹介しました。
イオンプレーティングは高エネルギー成膜によって密度と密着性の高い皮膜形成が可能で、耐摩耗性に優れます。また、皮膜材料の選択性も高く、適した材料を選ぶことで耐熱性や摺動性を高めることが可能です。
神戸製鋼所では、1986年からPVDコーティング装置の研究開発を行い、多くの販売実績を持ちます。物理蒸着(PVD)の手法の中で主流となっているイオンプレーティングとスパッタリング、どちらの装置もラインナップしています。
当社では、お問い合わせいただいたお客様からご要望をカウンセリングし、PVDコーティングを行いたい製品に対し実際にコーティングをして返送するサンプルテストも行います。
製造環境や要件に合わせた仕様を選択でき、必要な条件によって装置の仕様変更が可能です。お客様がお望みのPVDコーティング装置を提供させていただきます。
最新記事
-
2024年5月 7日
水素フリーDLCとは?どこの表面処理に使うのが効果的?
その特長やメリットを徹底解説! - 2022年11月 9日 薄膜とは?薄膜をつくる方法・要件・メリット・用途などを解説
- 2022年11月 9日 イオンプレーティングとは?真空蒸着・スパッタリングとの違いや特性も解説
