PVD/表面処理関連コラム
PVDとめっきの違い、分類や選び方について徹底解説!
そもそもコーティングとは? めっきと何が違うのか?
よく耳にする「コーティング」と「めっき」の違いをご存知でしょうか? 知っているようで、意外と知らない方も多いようです。まず、その定義について明確にしておきましょう。金属加工におけるコーティングとは「母材に表面処理を施し、何らかの層(皮膜)をつくること」を指します。世の中では、自動車のコーティングをイメージされる方も多いようですが、それとは違う意味合いになるため注意しましょう。このコーティングという大きな括りの下に「めっき」と「蒸着」という分類があります。
めっきは「金属表面に他の金属の薄い皮膜を付着させる処理」のことですが、液中に浸して成膜することから「ウェットコーティング」の一種に分類されております。一方、「蒸着」は真空中で薄膜を形成する点が大きな違いになり「ドライコーティング」とも呼ばれ、めっきとは全く異なるコーティング法となります。【表1】
【表1】
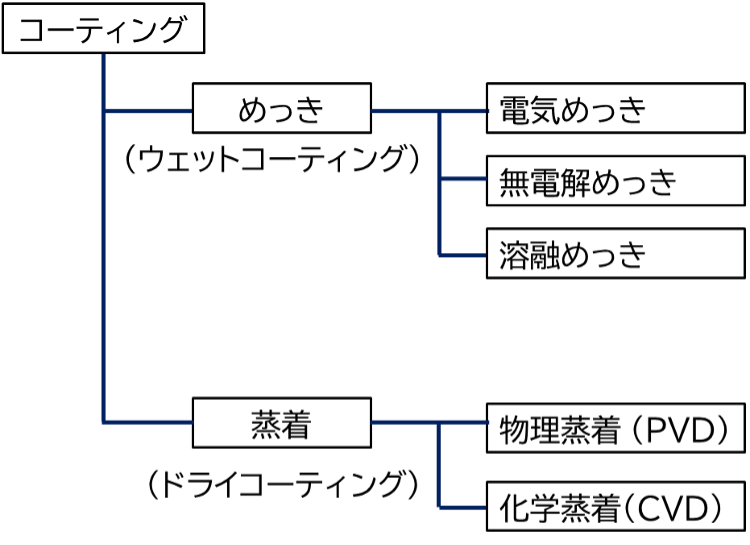
めっきは主に電気めっき、無電解めっき、溶融めっきに分かれます。
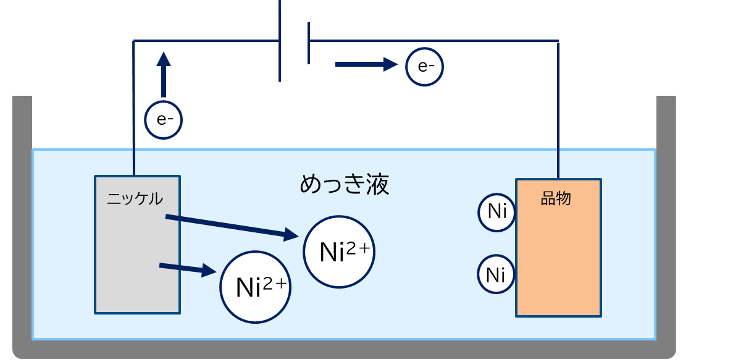
電気めっきは処理を施したい母材を金属イオンが含まれる溶液に浸して、金属イオンを還元することで金属を析出する方法です。例えば、ニッケルめっきの場合、ニッケル(Ni)などの金属側(Ni)を陽極、母材側を陰極として電圧を加えると、Ni側の電子が母材側に移動し、電解液中でプラスのNiイオンが溶け出します。これが母材側に移動したマイナスの電子と結合し、母材表面にNiを析出することで薄膜が形成されます。一方、無電解めっきは印加せずに、還元剤を入れて電子を供給することで、母材表面に薄膜をつくります。【図1】
【図1】
溶融めっきは、例えば、槽内にめっきしたい金属(亜鉛Znなど)を入れて融点(420℃)以上にして液化させ、そこに母材を投入することで、亜鉛の膜を形成させます。
定義が明らかになったところで、蒸着について説明しましょう。蒸着には物理蒸着の「PVD」(Physical Vapor Depositon)と、化学蒸着の「CVD」(Chemical Vapor Depositon)があります。
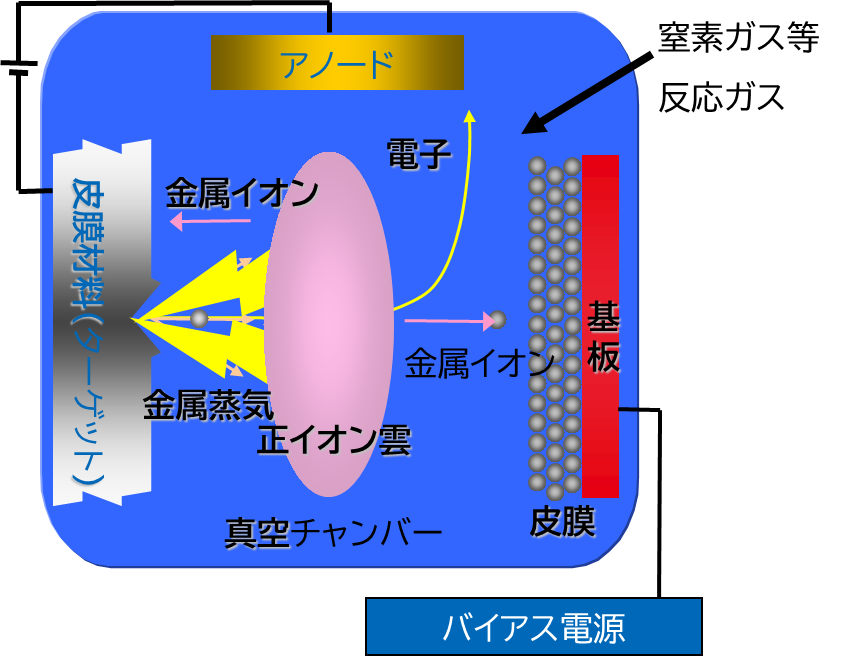
PVDは固体の皮膜原料から物理的な作用を用いて硬質の皮膜を蒸着させる技術です。切削工具や金型、機械部品などのコーティングによく使われます。PVDの代表的な手法として、アークイオンプレーティング法の原理を図2に示します。図1に示しためっきとは成膜プロセスが大きく異なることがわかります。一方、CVDはガスを原料として化学反応を利用し、皮膜を母材表面に析出させる技術です。機械部品のほか、半導体製造プロセスにおける薄膜や絶縁膜の蒸着などに良く使われています。
(→PVDとCVDの違いについてはこちらも参照ください)
【図2】
一長一短があるめっきと蒸着、用途に合わせて選ぼう!
ここからはめっきと蒸着(特にPVD)の違いについて考えてみます。用途や求める機能性にもよりますが、それぞれ一長一短があります。一般的にめっきは手軽なのでよく使われますが、PVDはめっきでは実現できない硬い皮膜をつくる際に利用されます。処理時に有害な化学物質生成されないので環境に優しいという利点もあります。【表2】
【表2】
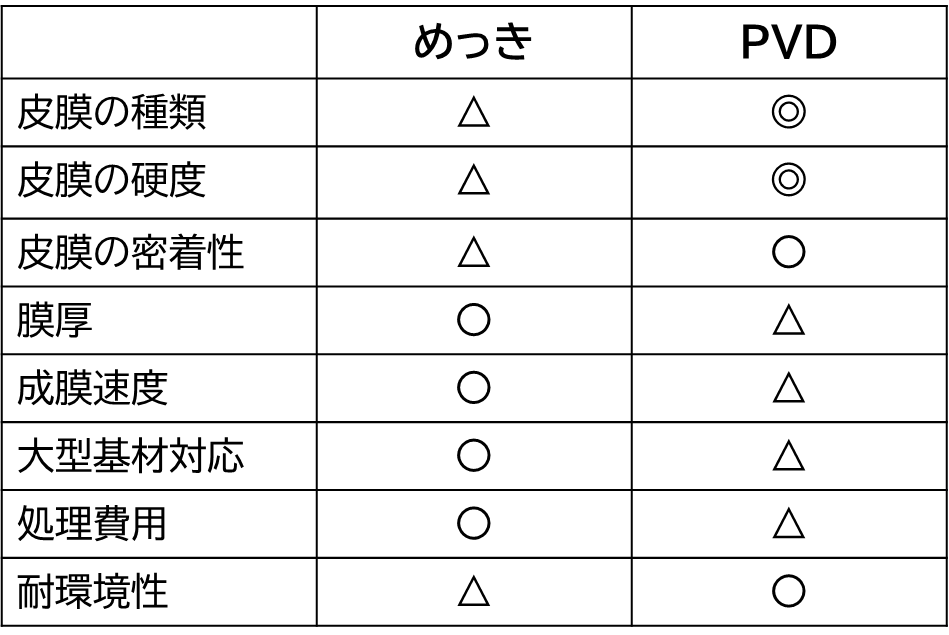
皮膜の種類
めっきは最初に示した定義の通り、金属の膜を形成しますが、PVDでは金属だけでなく、金属や合金の窒化物や炭化物、酸化物など、セラミックスに分類される材料を含め、非常に多様な皮膜を形成することが可能です。形成できる皮膜の種類の豊富さが各種表面処理法の中でもPVDが特に優れている点です。
皮膜の硬度
コーティングの目的で最も多い耐摩耗性を付与する際に重要な特性として硬度があります。より硬い膜が形成できるという点で、PVDがめっきよりも優れています。その理由は前項に記述したように、皮膜の種類が豊富で、より硬い特性をもつセラミックス膜をPVDでは形成できるからです。
成膜の密着性
めっきは溶液中で処理を行うため、皮膜の原料となる原子やイオンの移動は遅く、皮膜の密着性はそれほど強くはありません。一方、真空中で行うPVDでは、皮膜の原料となる原子やイオンは高速で基材に衝突するため、皮膜と基材の密着性がより強くなります。
膜厚
一般的にめっきの膜厚は数10um~数100umですが、PVDによる皮膜の膜厚は10um以下の場合が多く、めっきの方がより厚い皮膜を形成できます。PVDでは硬度が高い分、大きな圧縮応力が発生するため、膜厚が制限されるためです。ただし、神戸製鋼所では皮膜の圧縮応力を制御し、高硬度の皮膜をめっきに近い50um程度まで厚くすることも可能にしています。また、原子レベルで膜生成をコントロールできるため、umオーダーの寸法精度が要求される精密部品などへのコーティングではPVDが適しています。
成膜速度
皮膜の形成速度(成膜速度)は、処理の生産性に関わるファクターです。成膜速度は溶液に浸漬して行うめっきの方が速くなります。ただし、めっきの場合は密着性を確保するための基材の前処理や、めっき後に加工が必要となることもあります。
大型基材への対応
大型の基材や大面積に対応できるかという点では、めっきは槽を大きくすれば対応できるようになります。もちろんPVD装置でも大型装置はありますが、めっきに比べると処理可能な基材のサイズが小さいのが実情です。
処理価格
めっきとPVDによる処理価格を比較すると、めっきの方が安価となります。PVDでは装置内を真空にするため、高価な機器が必要となり、装置自体の価格がどうしても高額になるためです。めっきの方が成膜速度が速く、小物の大量処理にも向いています。
耐環境性
めっきでは、めっき液中に六価クロムなどの有毒物質を含むことがあり、一部海外での規制も始まっています。そのため、安全面や環境面では真空中で処理を行い、有害物質をほとんど使用しないPVDの方が明らかに優れているといえます。
PVDなら神戸製鋼にお任せ! 初期の少量受託加工から、専用装置による内製処理まで一気通貫で対応
ここまで、めっきとPVDの処理の違いについて比較してきましたが、めっきでは解決できない課題がある場合には、多様な皮膜形成が可能なPVDも検討してみてはいかがでしょうか?
その際、自社の課題解決を最優先するのであれば、いきなりPVD装置を導入するよりも、まずは外部の受託メーカーを検討し、PVD処理を試してみるのが良いでしょう。PVD処理を外注する際には、求めている特性に最適な皮膜を受託メーカー側で形成できるかという点に注意しましょう。実際にトライアルでPVD処理をしてもらい、性能評価を実施し、自社の要件を満たすかどうかを調べましょう。
その後、もしPVD処理による生産量が順調に増えるようであれば、外部に処理を依頼するよりも、自社でPVD装置を導入して内製化に踏み切ることをおすすめします。その方が、トータルコストが下がり、メリットも大きくなるからです。神戸製鋼所では「アークイオンプレーティング」(AIP)や「スパッタリング」(UBMS)といったPVD装置を提供しています。AIPは主に切削工具や金型、一方のUBMSはエンジンや燃料ポンプなどの自動車部品、ベアリング、ボールねじなどの摺動部品の皮膜に使われています。
また、専用装置のみならず、受託生産も請け負うなかで、さまざまな皮膜の開発も行っている点が神戸製鋼所の強みです。同社の「BELCOATシリーズ」は、30年以上にわたるノウハウによって、最適な皮膜を安定的に生成できる条件をセットにして、装置と共に販売しています。初めてPVDを検討する際には、最適皮膜の検討、評価、初期の少量受託加工から、装置を購入しての内製処理までを一気通貫で対応できるので安心です。ぜひ一度、ご相談ください。
最新記事
-
2024年5月 7日
水素フリーDLCとは?どこの表面処理に使うのが効果的?
その特長やメリットを徹底解説! - 2022年11月 9日 薄膜とは?薄膜をつくる方法・要件・メリット・用途などを解説
- 2022年11月 9日 イオンプレーティングとは?真空蒸着・スパッタリングとの違いや特性も解説
