皮膜特性
a-C
「UB皮膜」は超高硬度のDLC皮膜です。
DLC皮膜は、「アモルファスカーボン膜」の総称であり、ダイヤモンドのような高硬度とグラファイト的な低摩擦係数を持ち、過酷な使用環境で用いられる自動車部品などに適用されています。
「UB皮膜」は、DLC皮膜ならではの高硬度に加え、ta-c皮膜よりも平滑な膜形成が可能です。
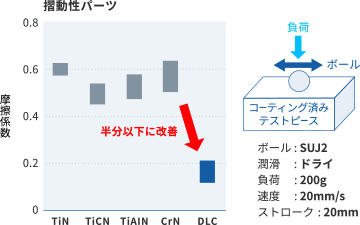
<摩擦係数の比較>
窒化物系皮膜(CrN, TiAlN, TiCN, TiN):摩擦係数0.4以上
DLC皮膜:摩擦係数0.2以下
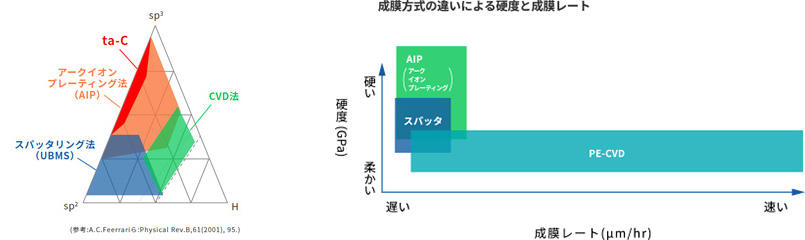
「DLC皮膜」の形成方法
DLC皮膜の形成方法には、UBMS法、AIP(アークイオンプレーティング)法、CVD法の3種類があり、「UB皮膜」はUBMS法を用いて形成します。
<UBMS法>
「a-C」領域の膜を形成することができ、グラファイト的性質が高い膜を形成できます。
原料ガス(炭化水素)を投入することで、CVD法の領域である「a-C:H」の形成も可能になります。
また、UBMS法では、AIP法のデメリットであるドロップレットが基材に付着しないため、AIP法よりも平滑な膜を形成可能。
<CVD法>
AIP法やUBMS法よりも、5倍以上の速さで皮膜を形成することができます。
メタンやアセチレンなどの炭化水素が必要となるため、水素フリーの膜は形成できません。
<AIP法>
UBMS法よりもイオン化率が高いため、ダイヤモンド的性質の高い硬い膜を形成できます。
個体蒸発源から発生するドロップレットが基材の表面に付着し、表面粗さが大きくなるため、動部品などに使用する際には成膜後の表面研磨が必要となります。(UBMS法であれば、平滑な表面が得られます )
推奨アプリケーション
・自動車部品
・エアコンコンプレッサ部品
・油圧部品
・工作機械部品など
適用事例
自動車部品
自動車や二輪車には、非常に過酷な摺動条件下で使用されるパーツが数多くあります。なかでもレース用エンジン部品は、軽量化や高出力化の進行が著しく、摺動部には極めて高い耐久性が要求されます。
「DLC皮膜」は、市販車からレースカーまで、高負荷の環境下でも高い耐焼付性や耐摩耗性を生み出すソリューションとして必要不可欠な存在となっています。
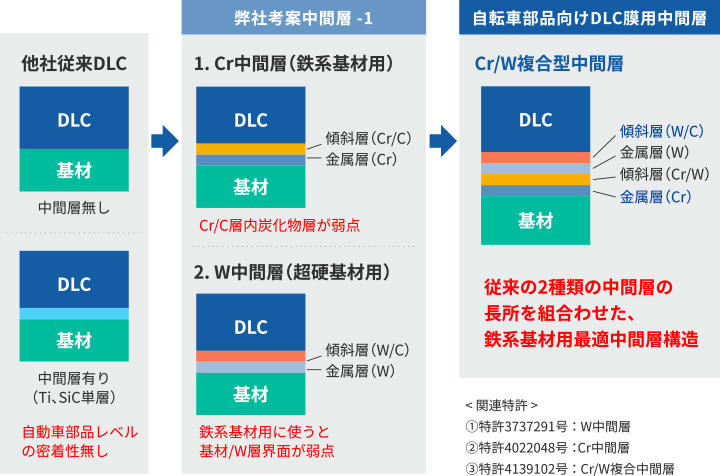
<デンソー併願特許取得>
鉄系基材の場合、高い密着性を得るために、下地層としてCrを形成。その上に、WC/ WC-C傾成層を形成し、段階的にDLC膜に移行させます。
金型
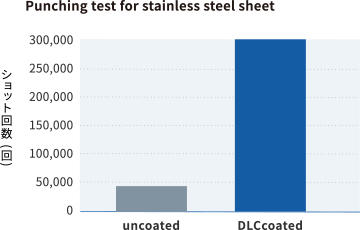
金型分野では、アルミや銅などの加工工程において、耐凝着性に優れた「DLC皮膜」が適用されています。また、耐衝撃性が要求される穴あけパンチの工程では「UBMS-DLC膜」が適用されています。
※「ナノ積層型DLC (BELCOAT NB)」をコーティングしたパンチは、高速度工具鋼(KH材)製の未処理パンチに比べて、約9倍の寿命改善効果が得られます。