应用案例
切削工具
在切削工具领域,PVD涂层有助于延长工具寿命,提高加工效率。

<延长工具寿命>
切削汽车、飞机、桥梁等中使用的高硬度金属(钛合金、镍合金等)需要在高速和高温条件下进行加工,对工具的损坏非常严重。
为了在这样恶劣的环境下保持工具的性能,就需要PVD涂层。此外,PVD涂层对于加工硬度比钛合金、镍合金低的金属材料也非常有效。
<提高加工效率>
利用PVD涂层提高工具的耐磨性和耐热性,实现更高速的切削,缩短加工时间。此外,PVD涂层还可以解决在加工铝等软材料时出现的“碎屑粘着”问题。可进行连续加工,有望提高加工效率、降低维护成本等。
神户制钢所在切削工具的表面处理方面拥有丰富的知识和解决方案经验,可根据工具的种类和加工条件,提出适合的涂层方案。
主要应用目标
钻头
合金切削
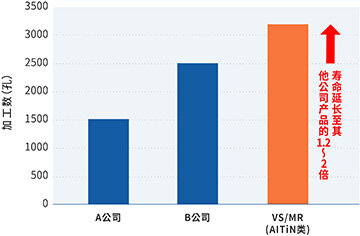
近年来,出于降低工具的加工成本等原因,从高速钢钻头改为硬质合金钻头的案例越来越多。然而,尽管硬质合金钻头具有很多优点,例如更高的速度、更高的精度和改进精加工表面粗糙度等,但也具有容易崩刃或断裂的缺点。
神户制钢所用多层膜(VS/MR涂层)解决了这个问题。通过抑制硬质合金钻头的缺点——抗断裂性,提高了加工效率和耐久性。
※根据加工条件不同,可能有效果比VS/MR涂层更好的涂层。

“硬质合金钻头加工”相关的数据
工具 : ø6硬质合金钻头(带油孔)
被削材: 合金钢(SCM440)
切削速度 : 75m/min 进给量:0.18mm/rev
加工深度 : 29mm 切削油:湿式
神户制钢所的技术
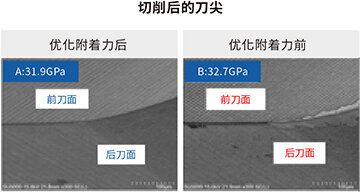
优化AlTiN类的涂层,提高附着力和抗断裂性。大幅提高了切削加工的效率。
推荐涂层・设备
镀膜
设备


立铣刀
模具切削
模具中使用的淬硬钢非常坚硬(HRC55),加工工具的硬度需要达到其3倍以上。此外,由于是不用油的干切削,因此工具的温度上升很快,形成恶劣的切削环境。
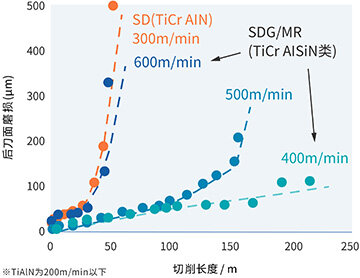
神户制钢所自主研发出一种涂层(SDG/MR涂层),能够以更高的水准解决这些课题。通过添加多种元素,提高抗氧化性、耐磨性,与通用涂层(TiAN涂层)相比,实现了3倍以上的高速化(最大转速:600m/min)。

“淬硬钢的超高速铣削加工”相关的数据
工具 : ø10硬质合金球头立铣刀
被削材: 模具钢(HRC55)
切削速度 : 300~600m/min 进给量:0.06mm/刃
轴深 : 5mm 直径深:0.6mm 切削油:干式
神户制钢所的技术
通过添加元素,提高抗氧化性和耐磨性。实现了通用涂层涂层3倍以上的加工速度。
铝合金切削
在汽车轻量化的大环境下,近年来使用铝的汽车零部件越来越多。与之相应的是,铝合金的切削需求也不断增加。然而,铝合金是软材料,如果在切削工具中使用高摩擦系数的涂层涂层,会出现“工具和被削材粘着”的问题。
神户制钢所开发出一种用于“ta-C”涂层的碳蒸发源,可以解决该问题且同时还能获得高硬度。通过离子镀形成的涂层具有高附着力,在对铝进行切削时,能发挥优异的性能。

“用ta-C进行铝合金加工”相关的数据
工具 : ø10硬质合金立铣刀
被削材: 铝合金(A7075)
切削速度 : 377m/min 进给量:0.11mm/刃
轴深 : 5mm 直径深:0.5mm 切削长度:5m
神户制钢所的技术
优化涂层条件,提高附着力。通过抑制膜的剥离,减少工具更换等引起的损失。
推荐涂层・设备
镀膜
设备

刀片
镍合金切削
在飞机、火力发电领域,为提高燃料效率,燃气轮机等设备中越来越多地开始使用具有高耐热性的合金。同时,也越来越多地使用具有极高硬度的金属材料(例如镍合金等),对工具的水准要求越来越高。
为了满足这样的需求,神户制钢所开发了一种“SDG/MR涂层”,可实现高硬度和抗氧化性。用于硬质合金刀片的表面处理等。

“硬质合金刀片加工”相关的数据
工具 : 硬质合金刀片
被削材: 镍合金
切削速度 : 40m/min 进给量:0.125mm/rev
切入深度:0.25mm 切削油:湿式
神户制钢所的技术
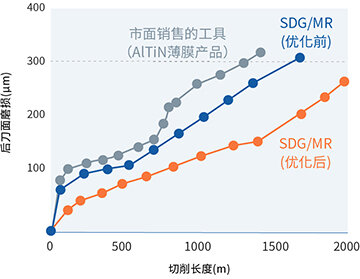
优化“SDG/MR涂层”,提高附着力和耐磨性。磨损量小于一般的“AlTiN涂层”,且开始切削时的膜剥离量小。
铬钼钢切削
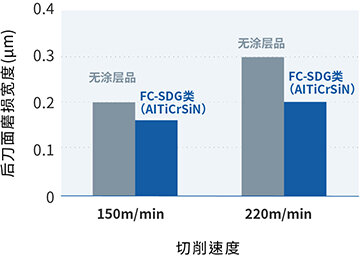
对硬度为HRC60以上的高硬度材料进行加工的工具,需要非常坚硬的涂层薄膜。针对这种情况,从涂层硬度角度来看,理论上可以使用高硬度的“DLC(Diamond-like Carbon)涂层工具”和“金刚石工具”十分有效,但由于其主要成分碳对铁具有活跃的反应性,因此不适合加工含铁的材料。 而另一种“CBN烧结体工具”,既具有“高硬度”又具有“对铁的低反应性”,但是切削过程中的温度上升会加速母材的氧化,缩短工具寿命,这是它面临的问题。 为了解决这些问题,神户制钢所开发了不含碳且抗氧化能力强的涂层薄膜(SDG/MR涂层)。用于铬钼钢、镍合金等难切削材料的切削工具。
“硬质合金刀片加工”相关的数据
工具 : CBN刀片
被削材: 铬钼钢(HRC60)
进给量:0.12mm/rev 切入深度:0.1mm
切削长度:2km 切削油:湿式
推荐涂层・设备
镀膜
设备
滚刀
合金钢(SCM)切削
“HSS滚刀”是一种用于制造“齿轮”的工具,常用于汽车零部件的制造车间。使用这种HSS滚刀进行高速切削,会导致切削刃的温度上升,在某些情况下,可能需要进行回火处理。
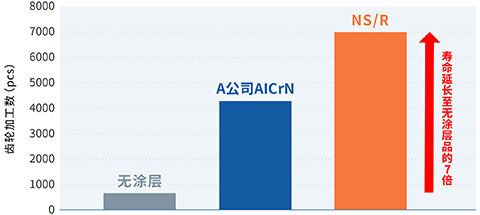
以减少此类工序损失,神户制钢所开发出了一种低热导率涂层(NS/R膜)。与通用涂层“AlCrN膜”相比,能大幅抑制基材的温度上升,并且通过独家的预处理,实现了在基材上的高附着力。

“滚刀加工”相关的数据
工具 : HSS滚刀
被削材: 合金钢(SCM)
切削速度 : 75m/min 进给量:1.5mm/rev
切削油 : 湿式
神户制钢所的技术
添加适合的元素,提高抗氧化性、耐磨性和抗断裂性。抑制工具的性能下降,大幅提高加工次数。
推荐涂层・设备
镀膜
设备
丝锥
用于切割内螺纹的工具——丝锥,对精度要求非常高。
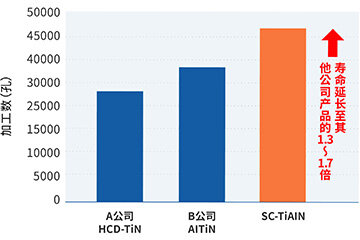
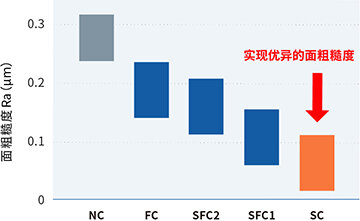
神户制钢所的“SC(超级阴极)”是一种能获得出色平滑度的蒸发源,使用该蒸发源对丝锥的表面进行涂层加工,与使用HCD阴极(空心阴极)的方法相比,可实现更高精度、更高效率的切削加工。

“丝锥加工”相关的数据
工具 : HSS丝锥(M8)
被削材: SUS316L
切削速度 : 16m/min
切削油 : 湿式